Cositorirea
Există o diferenţă de îmbinare prin cositorire a zincului NedZink Natural, zincului învechit (patinat) şi a zincului pre-patinat NOVA sau NOIR.
Cositorirea zincului nou
Cositorirea trebuie efectuată de preferat în atelier. Dacă acest lucru nu este posibil sau nu este viabil din punct de vedere economic, atunci cositorirea se face în şantier. Cositorirea trebuie efectuată într-un mod în care aceasta să curgă continuu, iar suprapunerea minimă va fi de:
- 4-5 mm pentru îmbinări prin cositorire ale capacelor de jgheab, burlanelor sau accesoriilor acestora
- 10 mm pentru îmbinari orizontale sau înclinate
Ciocanul de lipit
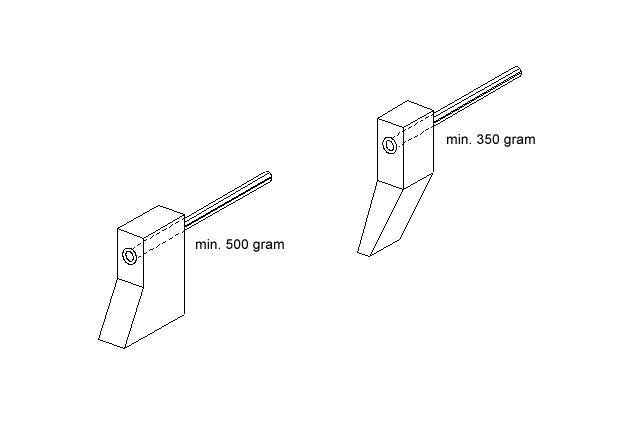
La cositorire se va folosi un ciocan de lipit cu o greutate minima de 500 grame, de preferat 750 grame, la temperatura corectă (250-400°). Pentru cositorirea îmbinarilor de zinc, folosirea unui ciocan cu cap plat de lăţime 10-15 mm dă cele mai bune rezultate. În unele cazuri sau în zone greu accesibile este necesară folosirea unui ciocan de sudură de o altă formă, cu o greutate minimă de 350 grame şi cu cap de lăţime minimă de 5 mm.
Pentru forma ciocanului vezi Figura 1.
O îmbinare cositorită cu un ciocan de cositorire la temperatura corectă are un aspect perfect și uniform. În acest caz, efectul capilar este optim.
Cositorirea zincului vechi
Diferenţa dintre cositorirea zincului vechi şi a zincului nou este dată de prezenţa pe tabla de zinc a stratului de patină rezultat din poluare şi oxidare. Pentru realizarea unei lipituri rezistente, suprapunerile ce urmează a fi sudate trebuie curățate temeinic şi restaurată strălucirea metalică specifică zincului nou. Acest lucru se poate realiza prin răzuire sau șmirgheluire. Dacă există vreun dubiu asupra calităţii suprafeţei se aplică o sudură pe părţile care trebuie sudate înainte de a efectua sudura finală. Petele negre indică locurile care nu au fost atinse de sudură. Se curăţă din nou aceste locuri şi se sudează din nou. După această etapă se aplică soluţia de flux şi aliajul de lipit, conform indicaţiilor prezentate anterior.
Cositorirea cu flux
Pe piaţă există mulți producători ce oferă soluţii flux pentru cositorirea adecvată a titan-zincului, care pot produce rezultate bune. Se recomandă utilizarea cositoririi sub strat de flux atât pentru zincul vechi cât şi pentru cel nou sau pentru NedZink ® NOVA.
Cositoririle cu flux trebuie să aibă următoarele proprietăţi:
- după cositorire, zincul va fi slab sau deloc corodat
- nu produce vapori nocivi
- reziduurile fluxului pot fi uşor îndepărtate
- nu cauzează rugină pe scule
Este recomandat în mod deosebit sa nu se lucreze cu acid clorhidric amestecat sau nu cu soluţie de flux deoarece poate dăuna sănătăţii muncitorilor, sculelor sau tablei de titan-zinc. Înainte de aplicarea soluţiei de flux, suprafaţa zincului trebuie să fie curăţată, iar îmbinarea care trebuie lipită trebuie sa fie corect închisă.
Distanţa maximă permisă între tablele ce urmează a fi cositorite este de 0.5mm. După finalizarea lipiturii, îmbinările trebuie curăţate cât mai rapid posibil cu un burete umed sau carpă umedă.
Cositorul
Pentru sudarea zincului recomandăm următoarele două aliaje:
- Staniu/ plumb, 50/50, slab în stibiu, gamă de topire 183-216 °C.
- Staniu/ plumb, 40/60, slab în stibiu, gamă de topire 183-235 °C.
Pentru (2) este necesar un ciocan de lipire cu o temperatură mai mare cu 19°C față de (1) pentru a obţine aceleași rezultate.
Cositorirea NedZink® NOVA
Cositorirea materialului NedZink® NOVA produce,dacă se face corect, îmbinări care sunt la fel de puternice ca materialul în sine.
Cositorirea materialului NedZink® NOVA necesită o atenţie specială şi o metodă de lucru atentă. În măsura evitării daunelor este important să nu se scurgă flux de sudură şi să se cureţe îmbinările sudate. NedZink® NOVA trebuie cositorit la o temperatură puţin mai mare decât NedZink® Natural.
Sunt acceptate toate tipurile de soluții de flux dacă părţile cu strat de patină au fost deja curăţate mecanic. Acest lucru se poate face prin sablare.
NedZink® NOVA se livrează câteodată cu o folie de protecţie. Folia trebuie îndepărtată de pe suprafaţa care trebuie cositorită.
- Se aplică un strat de flux pe partea superioară a tablei de dedesubt, în zona ce urmează a fi lipită. Se va asigura o suprapunere de 10 mm pentru o îmbinare puternică.
- Se aplica un strat de flux pe intradosul tablei de deasupra.
- Se asează foaia de tablă superioară peste cea inferioară şi se aplică un strat de flux pe tabla superioară, în zona de cositorire. Se asigură de asemenea acoperirea îmbinării.
- Se lipesc materialele cu ajutorul unui ciocan de lipit fierbinte şi cu aliaj de cositorit de concentraţie 50/50 sau 40/60. Se folosește un ciocan de lipit cu o greutate cuprinsă între 500g și 750g. Se îndepărtează cu grijă orice urmă de sudură cu un burete umed sau o carpă umedă.
