Montage van een zinken dakgoot in de beugel
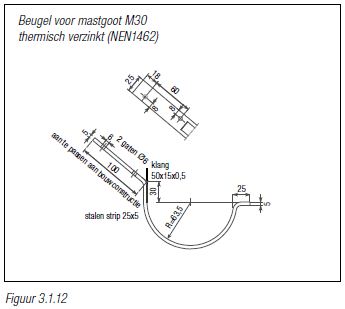
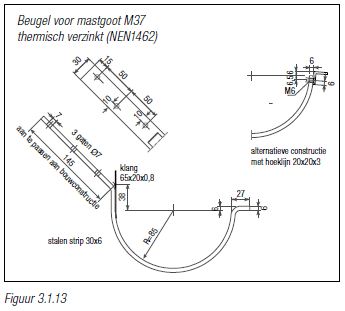
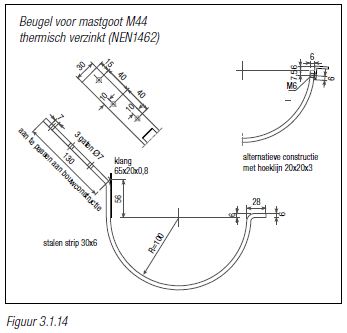
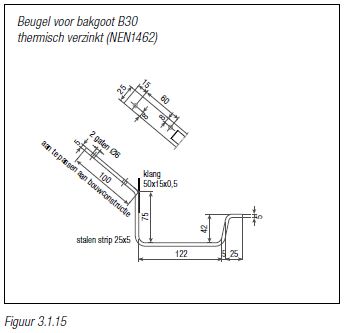
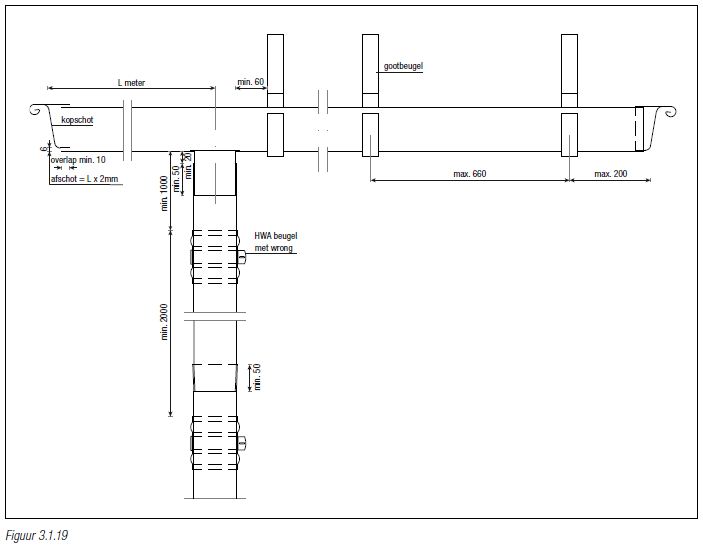
- De gootbeugel, gemaakt van verzinkt staal, aluminium of roestvast staal, moet met minimaal twee roestvast stalen schroeven op het dakbeschot bevestigd worden. Daarbij bedraagt de beugelafstand maximaal 660 mm en het afschot naar de afvoer bedraagt 2 mm per meter gootlengte.
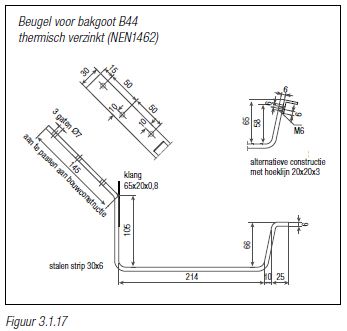
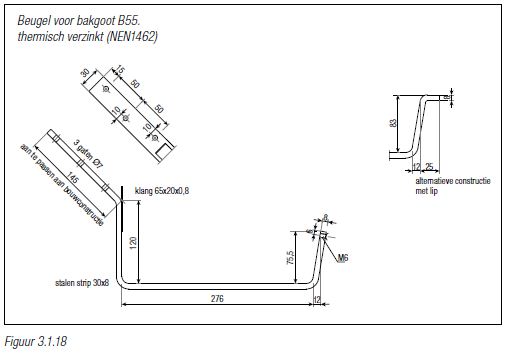
- De goot in de beugels leggen. De beugel is met of zonder kraallip uitgevoerd en bij beugels zonder kraallip dient er aan de voorkant een hoeklijn aangebracht te worden. Daarbij moeten alle beugels aan de achterkant van een klang voorzien zijn.
- De onderlinge naden van de gootdelen afwaterend in de richting van de afvoer aanbrengen. De overlap van de naden is minimaal 10 mm.
- Op de uiteinden mag de goot maximaal 200 mm voorbij de beugel doorsteken.
- De afstand tussen de zijkant van een tapeind en een beugel moet minimaal 60 mm bedragen.
- Als in de goot een expansiestuk is aangebracht, moet deze worden ondersteund door een beugel.
Wij geven de voorkeur aan om zinken gootdelen van links naar rechts en tegen het afschot (van laag naar hoog) te monteren. De bouwkundige omstandigheden laten dit echter niet altijd toe. Bij het kiezen van een afwijkende montagerichting geldt dat monteren van laag naar hoog belangrijker is dan van links naar rechts (afwaterende overlap!). Aan één uiteinde van de dakgoot – binnen de kraal – een zoekkant of paskant aanbrengen om de goten eenvoudig met elkaar te verbinden. De gootdelen vervolgens met een overlap in elkaar draaien, te beginnen bij de kraal. Met dezelfde draaiende beweging de gootdelen met de kraal over de omgezette lip (of stalen hoeklijn) van de beugels in de juiste positie brengen.
De beugelklangen nu naar beneden buigen over de druiprand van de achteropstand, zodanig dat de zinken goot bij krimp en uitzetting kan blijven schuiven. Het toepassen van draadnagels voor hetzelfde doel is ontoelaatbaar daar dit funest is voor de levensduur van de goot. De overlap van de goot kan nu worden gesoldeerd. Let op de minimale overlap van 10 mm en een doorvloeing van het soldeer van minimaal 10 mm.
Als gevolg van temperatuurverschillen moeten de goten te allen tijde de mogelijkheid hebben om uit te zetten en te krimpen. Dit is op te vangen door het aanbrengen van expansiestukken.