Souder
Généralités
Souder consiste à réunir deux parties en métal à l’aide d’un autre métal présentant un point de fusion inférieur. Les métaux à réunir ne fondent dès lors pas. Le métal qui permet de réaliser le raccord est appelé soudure ou matériau d’apport.
Soudure du zinc neuf
La soudure doit être effectuée de préférence à l’atelier.
Lorsque cela est impossible, ou lorsque la solution s’avère peu économique, la soudure doit être réalisée sur le chantier.
La soudure doit avoir une coulée correcte et le matériau d’apport doit satisfaire à un certain nombre d’exigences
minimum relativement à la largeur de soudure, soit :
-
pour les raccords verticaux de soudure (p.ex. tuyaux d’évacuation d’eaux pluviales) et des raccords de soudure de talons de coffrage et autres accessoires selon nen 7065 = min. 4 mm.
- pour les raccords de soudure horizontaux et obliques (raccords de chevauchement) min. 10 mm.
Le fer à souder
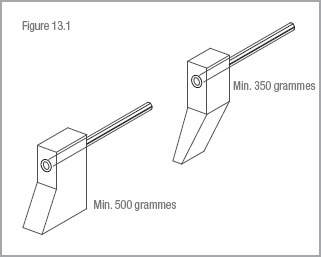
Il convient d’utiliser un fer à souder d’un poids supérieur à 500 grammes et d’utiliser la température adéquate (250-400 °c).
Pour la plupart des raccords de zinguerie, les fers à souder permettant les meilleurs résultats sont les fers à souder à semelle plate, d’une largeur de 10-15 mm. On aura recours à un fer à souder d’une autre forme, d’un poids de 350 g minimum et ayant une semelle de 5 mm de large uniquement dans les cas où les parties à souder sont difficilement accessibles. Pour ce qui concerne la forme des fers à souder, on se reportera à la figure 13.1.
Entretien
Un entretien régulier permet de prolonger la durée de vie d’un fer à souder. il faut toujours éliminer l’oxyde de cuivre du fer à souder et reforger les fers à souder fortement endommagés. L’élimination des oxydes de cuivre et restes de liquides à souder de la semelle du fer se fait à l’aide d’une pierre salmiaque. Cela se fait en imprimant un mouvement d’aller et retour avec la semelle du fer à souder amené à sa température de service sur une pierre salmiaque.
Décapant
Il existe différentes marques de décapants “convenant pour le zinc au titane” et qui permettent d’obtenir de bons résultats.
Nous conseillons d’utiliser des décapants pour zinc neuf et ancien.
Ces décapants doivent avoir les propriétés suivantes :
- Après soudage, le zinc ne doit pratiquement pas être attaqué
- Aucune vapeur dangereuse ne doit se dégager au cours de la soudure
- Les restes du décapant doivent pouvoir être éliminés facilement
- Le décapant ne doit pas être cause de formation de rouille sur les outils.
Ordre d’application du décapant:
- Enduire la face supérieure du support de décapant pour obtenir une bonne liaison. Respecter un chevauchement d’au moins 10 mm pour des liaisons fortes
- Enduire la face inférieure du deuxième matériau de décapant
- Posez le matériau supérieur sur le matériau inférieur et enduire une nouvelle fois le matériau supérieur. Veillez à avoir un bon contact au niveau du raccord
- Soudez avec un fer chaud avec un matériau d’appoint 50/50 ou 40/60. utilisez un fer lourd de 500 à 750 grammes
- Éliminez soigneusement les restes de décapant avec un chiffon humide.
Il est recommandé de ne surtout pas utiliser d’acide chlorhydrique, mélangé ou non avec du décapant , étant donné que cet emploi est nocif pour la santé, les outils et le zinc lui-même. Avant d’appliquer le décapant liquide à souder, il convient de s’assurer que la surface du zinc est propre et que le raccord à souder est correctement joint. La fissure maximum tolérée sera de 0,5 mm.
il conviendra de nettoyer le plus rapidement possible (avec une
éponge ou un chiffon mouillé) les raccords après soudure.
Soudure
Pour la soudure du zinc, nous recommandons 2 alliages :
- Étain/plomb 50/50, pauvre en antimoine, trajet de fonte 183-216 °c.
- Étain/plomb 40/60, pauvre en antimoine, trajet de fonte 183-235 °c.
Une température plus basse entraîne un transfert insuffisant de chaleur, ce qui provoque la formation de grumeaux et de bulles entre le raccord et le fer. une température plus élevée entraîne la combustion de l’étain ou la recristallisation du zinc (calcination). Le plomb n’est qu’un agent de remplissage dans l’alliage. Le pourcentage d’étain définit la plage de fusion et la résistance à la traction de la soudure. il convient d’utiliser un alliage pauvre en antimoine pour souder le zinc. L’antimoine crée en effet une liaison granuleuse et augmente la plage de fusion.
Soudure du vieux zinc
La différence par rapport à la soudure de zinc neuf tient à l’encrassement du zinc et à la couche de patine qui le recouvre. il est donc d’abord nécessaire de mettre le métal du raccord à blanc pour obtenir un accrochement correct de la soudure. Pour y parvenir, il est conseillé de gratter et/ou poncer la surface. On pourra ensuite appliquer le décapant et souder comme nous l’avons décrit pour le zinc neuf.
Soudure du NedZink NOVA.
Pour obtenir une bonne liaison, il est nécessaire de mettre le métal du raccord à blanc au préalable.
La couche de prépatinage doit donc d’abord être éliminée.
cela peut se faire en ponçant ou en enduisant la couche de décapant. Après application du liquide, laisser reposer quelques secondes sur la couche prépatinée.
Le liquide peut ensuite être éliminé avec un chiffon sec.
Appliquez à nouveau du décapant pour souder comme vous le feriez avec du zinc neuf.
